安平縣江蓋絲網(wǎng)制造有限公司
聯(lián)系人:張經(jīng)理
電話:0318-7861325
手機/微信:15369916111(非采購商請勿打擾)
Q Q:115383941
傳真:0318-782669*(缺少一位請來電詢問)
郵箱:115383941@qq.com
地址:河北省安平縣北張莊村村南100米處
發(fā)布日期:2019-05-28 總瀏覽: 作者:admin


{標題}
{內(nèi)容}
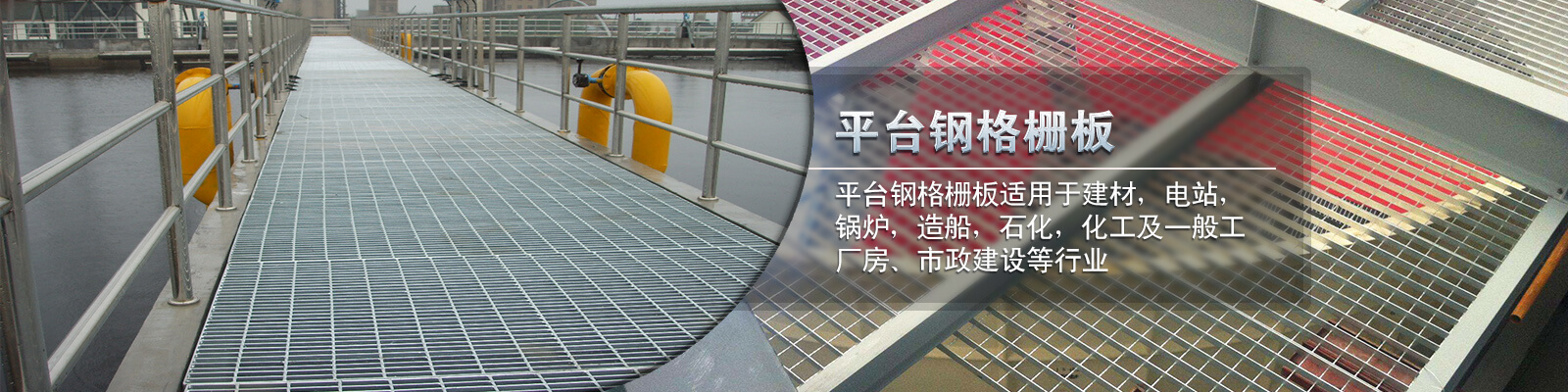
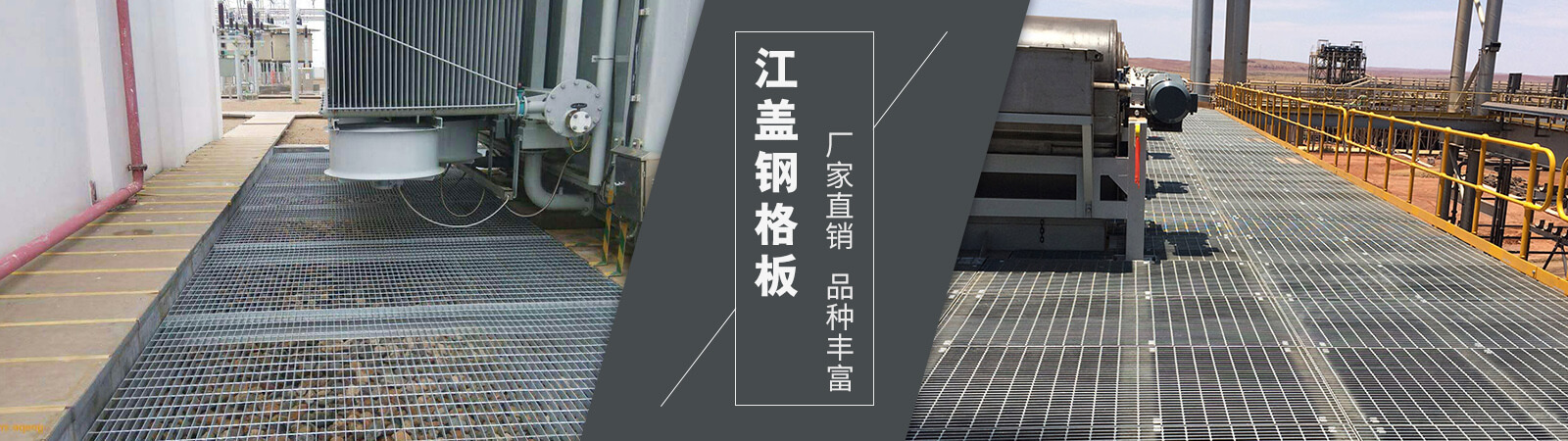
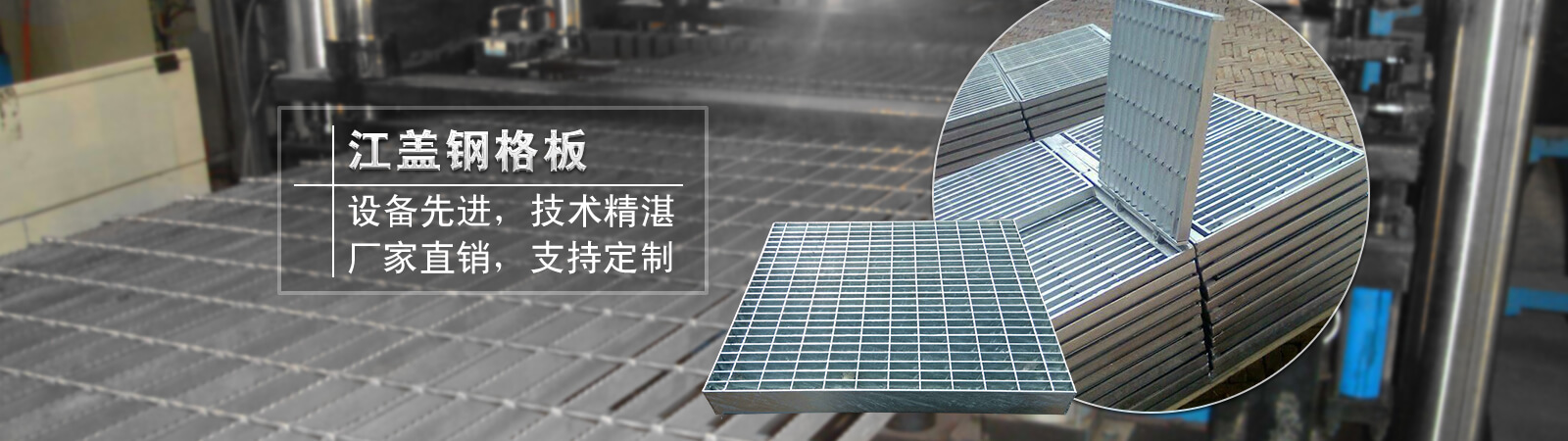
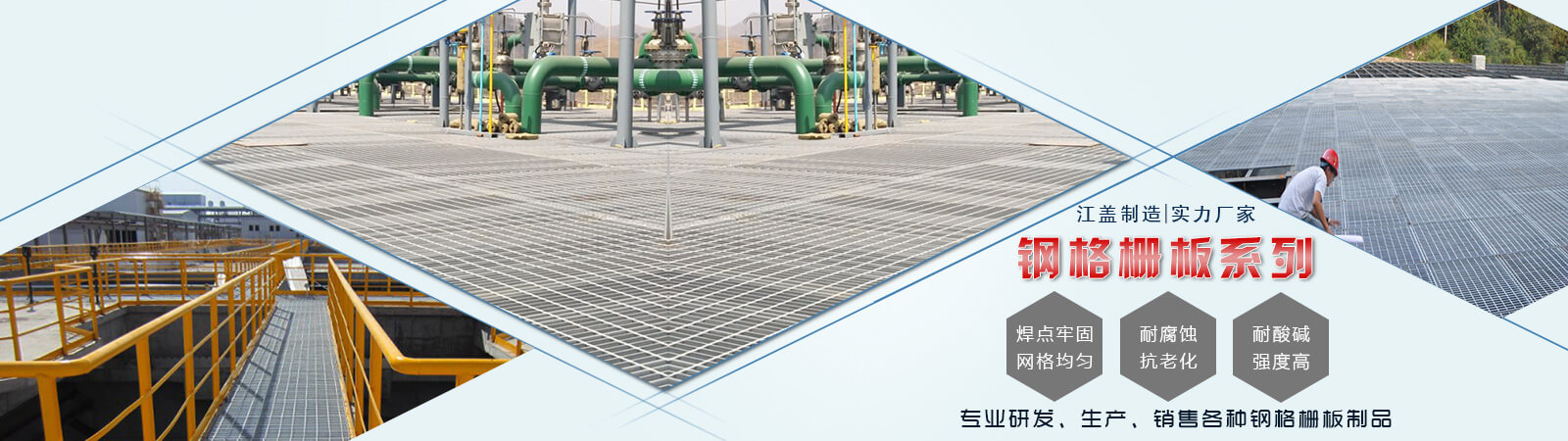
江蓋供應(yīng)優(yōu)質(zhì)鋼格柵板

 115383941
115383941 153-6991-6111
153-6991-6111

微信掃一掃加好友